Digital mic. Sorry we can’t be friends anymore. I’ll admit I have one that was gifted to me by the dude that I trained to be really good, better than me in some ways but kinda bad in others. I only use it because it has a round pin mandrel you can use for accurately measure wall thickness. Which to me is fairly useless. My 0-6 no name micrometer set I got in school measurements match the CMM to a couple tenths off of a thou.
Dq is this to make an extension for the center to put a campy crank on a fatbike or something?
Nah I’m going to make some of my own cranks. 24mm axle with a hirth joint connection, and welded tubular steel arms.
14 Likes
This was a pawn shop find I was going to flip on eBay but TC I kinda like it. This is one of the ones with a faster leadscrew pitch so it’s super quick for taking measurements. Everything else I have is analog.



43 Likes
I wanna smash that like so hard, remind me again in 3 hours please.
7 Likes
just do it anyway. it still provides the like
that’s one fancy fucking chip clip. i’m very impressed
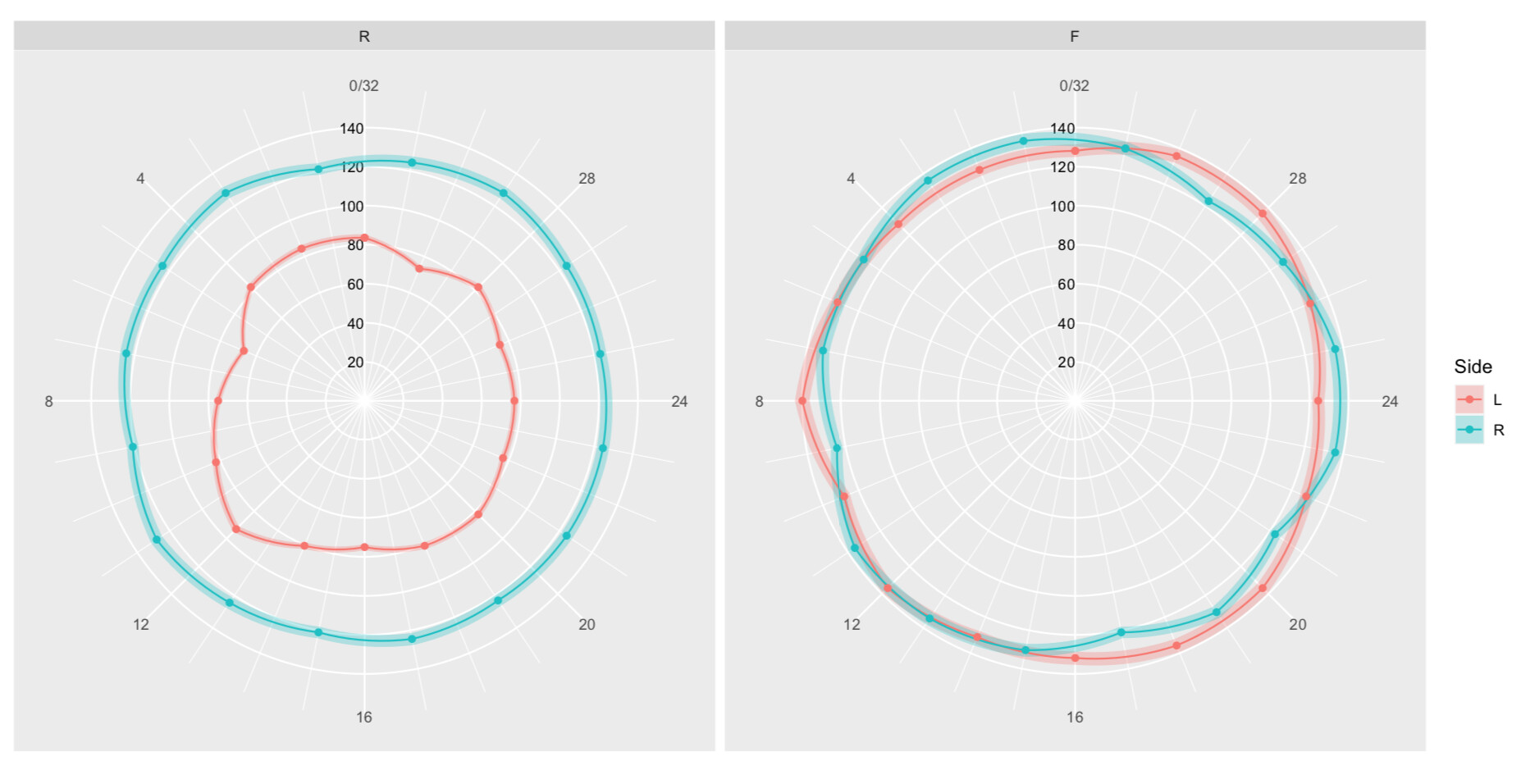
that bottom image resembles the wheels I build.
4 Likes
Top quality nerdery
Did a little work on the cutter:

Takes two wee triangular inserts for cutting the 60deg angle of the hirth teeth.

Was gonna just buy a HSS 60 deg double angle cutter but I kinda need a radius at the bottom of the teeth so inserts make it real easy. Next step is on the mill, cut the insert seats and drill the tiny holes for the screws.
6 Likes
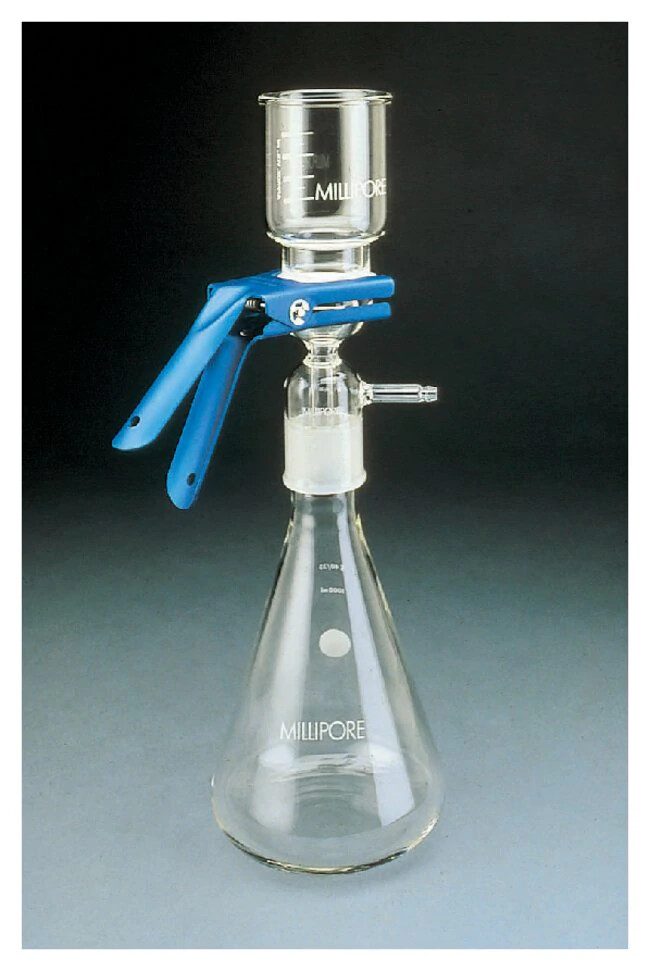
I have a clip like that in the lab for our HPLC solvent filtration setup.
1 Like
That’s not that tiny. Looks like the normal boring bar inserts we run on a half inch boring bar. The inserts for the 3/16” boring bar are legit tiny. Also having broken a 1/4” and a 3/16” carbide boring bar now I’m extra careful. Then like a week after we got the replacement 3/16” I broke the dude that’s retiring ruined both new ones from my fuck ups on one job. He was so upset about it too like I used those old ones for 5 years and broke two brand new ones in a day. In a way it sucks but it also makes me not feel so bad when I break tools. Gotta pay to play
1 Like
I’m excited to see how this turns out. I’ve never made an inserted tool before. I’ve made a couple single flute sae porting tool reamers before but that’s as far as my “tool” making has gone. I really want to try milling hss tool blanks and just doing some finish grinding.
Yeah I guess they do come smaller. They’re 1/4” IC which is the smallest I use. I do like 90% of the turning on my lathe with TPG 221 inserts that are the same size but without the screw hole. All my boring bars are CCMT.
I made a slitting saw arbor a while back which came out all right. Been meaning to make a fly cutter too.
Don’t build a fly cutter their so cheap. Just get one that takes your most commonly used lathe bit. Also our tiniest boring bar insert is a CDCD07 which is 5/32 inscribed. Old job had a sweet fly cutter that had like 16 bit pockets and could cut like from 1” min to like 10” max depending on where you put the bit and what orientation. Can’t fucking find it though. Pretty scary the first time you spin that big brick up though. Also if you wanted to run fast at a large diameter you had to put another bit on the opposite side to keep it balanced. Worked great for gauge reducing 8” wide .063” sheet metal parts to .050”
1 Like
wondered if someone would recognize that
I believe I fished it out of the cool metal recycle bin behind UWMC
8 Likes
This is tarck at its finest.
5 Likes
When I grow up I want to be crowding and drwelby
8 Likes
Also, my work spends a ton of money on custom tools for certain jobs that could easily be made with a tool and cutter grinder or even on a surface grinder with the right workholding. I don’t think they’ll listen to me though since I’m just a millwright and not a machinist. Tool and cutter grinders can be found cheap around here.